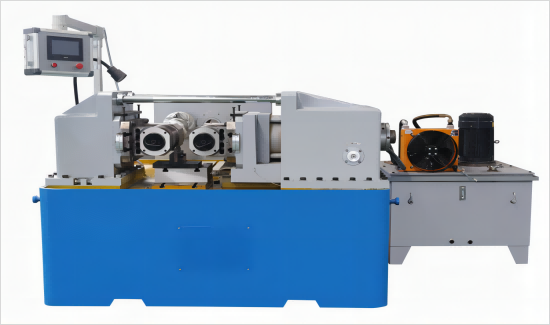
Máy cán trục vít tự khoan
Chi tiết
Nguyên lý hoạt động
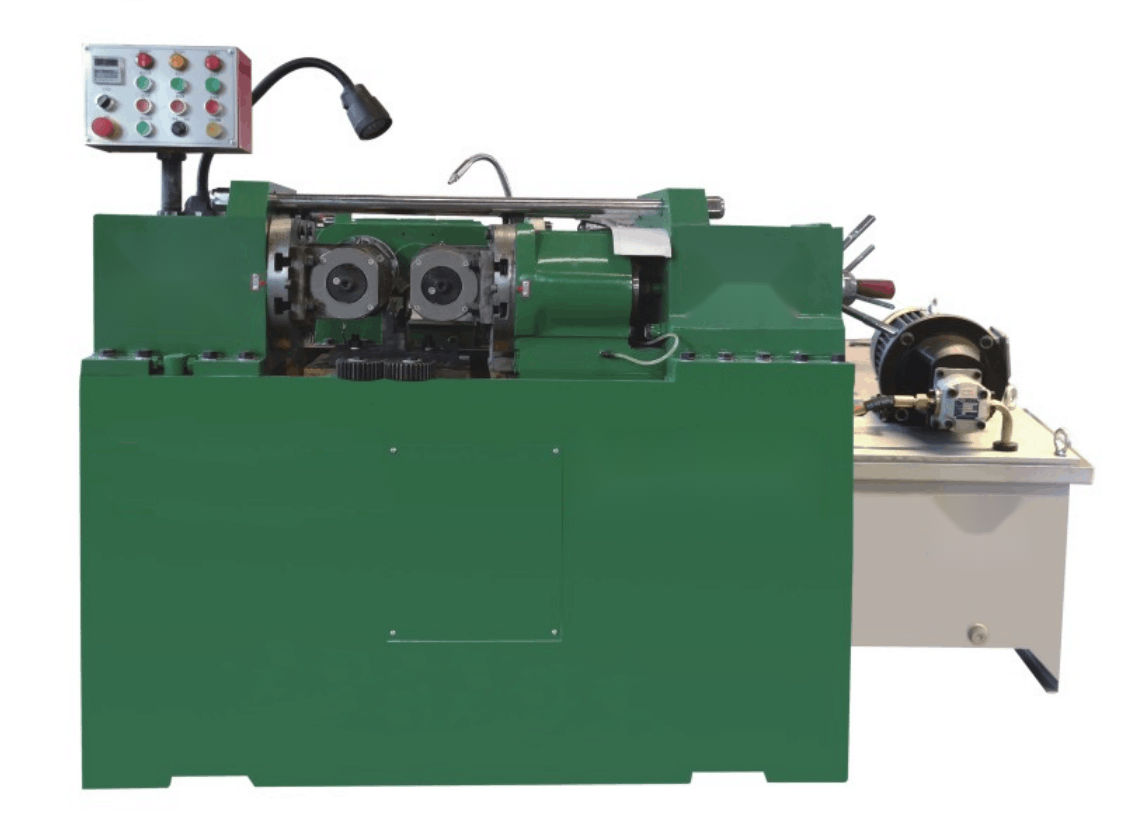
Thiết kế tấm song song: Máy cán ren vít sử dụng hai tấm song song, với chiều dài của tấm cố định làm tiêu chuẩn, phải lớn hơn 20 lần đường kính của vật cần xử lý, nhưng không quá 35 lần, để đảm bảo độ chính xác và ổn định của thành phẩm.
Yêu cầu về số vòng quay: Thiết kế của thiết bị yêu cầu số vòng của tấm răng đối với vít gỗ không được nhỏ hơn 6 vòng và đối với vít máy không được nhỏ hơn 4 vòng. Nếu số vòng quay không đủ, phôi sẽ buộc phải ép đùn và tạo ra hình bầu dục hoặc biến dạng bất thường khác, ảnh hưởng đến cấu trúc vật liệu và chất lượng của thành phẩm.
Tóm tắt ưu điểm
Sản xuất không lãng phí: Quy trình ép trực tiếp, không cắt gọt lãng phí, tiết kiệm chi phí nguyên vật liệu.
Hiệu quả cao: Sản xuất tốc độ cao giúp cải thiện năng suất và phù hợp cho sản xuất hàng loạt.
Độ hoàn thiện cao: Sản phẩm hoàn thiện có bề mặt hoàn thiện cao và vẻ ngoài tinh tế.
Độ chính xác đồng đều: Đảm bảo độ chính xác của từng sản phẩm hoàn thiện là nhất quán, nâng cao chất lượng sản phẩm.
| Người mẫu | Đường kính tối đa | Tối đa. Độ dài trống | Kích thước khuôn (w) | Kích thước khuôn (t) | Di chuyển mỏ khai thác (l) | Kích thước khuôn cố định (l) | Tỷ lệ đầu ra | Sức mạnh động cơ cơ thể | L*W*H | Cân nặng |
| đơn vị | mm | mm | mm | mm | mm | Chiếc/phút | KW | mm | KG | |
| UST-003 | 3 | 25 | 15 | 25 | 55 | 45 | 420-480 | 0,75 | 1050x790x1150 | 600 |
| UST-003A | 3 | 30 | 20 | 30 | 75 | 65 | 200-245 | 1,5 | 1100x850x950 | 650 |
| UST-003 Hoàn toàn kèm theo | 3 | 25 | 15 | 25 | 55 | 45 | 420-480 | 0,75 | 1060x830x1140 | 680 |
| UST-004 Hoàn toàn kèm theo | 4 | 30 | 20 | 30 | 80 | 65 | 320-380 | 2.2 | 1290x975x1330 | 650 |
| Phễu UST-004B | 4 | 40 | 25 | 40 | 90 | 75 | 260 | 2,2-6 | 1995x1410x1490 | 1000 |
| Đĩa rung nửa kín UST-004B | 4 | 40 | 25 | 40 | 90 | 75 | 260 | 2,2-6 | 1730x1260x1420 | 1100 |
| Phễu nửa kín UST-004CB | 5 | 55 | 25 | 55 | 105 | 90 | 220-240 | 3 | 1850x1250x1400 | 1500 |
| Đĩa rung nửa kín UST-004CB | 5 | 55 | 25 | 55 | 105 | 90 | 220-240 | 3 | 1850x1380x1400 | 1600 |
| UST-15B | 6 | 55 | 25 | 55 | 125 | 110 | 180 | 5,5 | 2000x1550x1450 | 1750 |
| UST-15B | 6 | 80 | 25 | 80 | 125 | 110 | 180 | 5,5 | 2000x1550x1450 | 1900 |
| UST-15B | 6 | 105 | 25 | 55 | 125 | 110 | 160 | 5,5 | 2000x1650x1500 | 2000 |
| UST-20B | 8 | 105 | 25(30) | 105 | 170 | 150 | 140 | 7,5 | 2450x1820x1600 | 2850 |
| UST-20LL | 8 | 200 | 25(30) | 105 | 170 | 150 | 60-110 | 11 | 2800x2000x1600 | 4000 |
| UST-30 | 12 | 155 | 40(38) | 158 | 215 | 190 | 60 | 22 | 3290x1600x1700 | 5500 |
| Đĩa rung UST-25 | 10 | 155 | 25(30) | 155 | 170 | 150 | 120 | 11 | 2800x1900x1550 | 3600 |
| Đĩa rung UST-30 | 12 | 150 | 40(38) | 155 | 215 | 190 | 50-90 | 15 | 3420x1680x1795 | 5500 |
| UST-40 | 20 | 200 | 50(45) | 155 | 265 | 230 | 45-60 | 30 | 3500*2500*1950 | 8500 |

nửa kín

Hoàn toàn kèm theo

Máy cán ren trục vít tự khoan Sản phẩm cuối cùng